拥有核心技术的雕铣机厂家
13年来 • 我们不断让数控机床变得更好
全国咨询热线:
136-998-99025
13年来 • 我们不断让数控机床变得更好
136-998-99025
东莞市望辉机械有限公司
http://www.xwhcnc.com/
电 话:13923413250
邮 箱:xwh@xwhcnc.com
地 址:东莞市大朗镇犀牛陂村雅瑶街(瓦窑街)35号
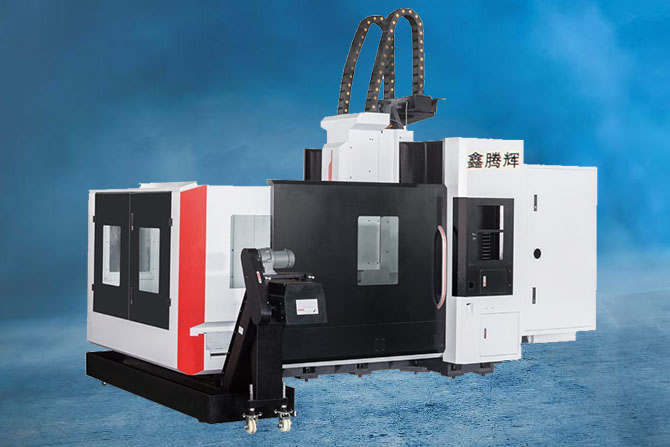
M1280龙门雕铣机是由我司全新研制的一台大型精密加工雕铣机床。龙门架宽度达到950mm,工作台尺寸为1200*800mm,采用直径为150mm的大功率主轴。该机的丝杠导轨均选用进口上银或银泰高等级产品。丝杠的螺距为10mm,能够以每分钟30米的速度运行。选用宽度为45mm的滚柱导轨,承载力更强。整机的重量超过6吨,保证了机床拥有足够的刚性,能够抵御重切削带来的冲击力。M1280龙门雕铣机可用于加工模具钢、大型铝合金配件等。

◆机床拥有超重型基座,能够稳妥的承载大工件加工时产生的巨大冲击力。
◆三轴采用超宽的直线精密导轨,在保证精密度的前提下提供足够的负载能力,其工作台负载超过2吨。
◆采用大功率电主轴或根据用户需求选择直联式机械主轴。
◆高速度PCI多轴运动控制器,运行平稳,精度高。

![]()
1280大型雕铣机参数

![]()
大跨度、高强度机身设计
机身底座采用了米汉纳级高品质铸件,铸件在浇注后再经过多道工序,并通过长达1年以上的自然时效处理,将铸件的金属内部应力消除到最低水平,防止大型龙门在长时间高负荷运转之后出现变形,影响精度。
为了进一步获得更好的机床性能,机身整体结构采用最先进的计算机模拟技术,反复精密测算出整机的质量最佳配重比例。保证机床在运行中将各项性能指标到达最佳水平。
全新设计的机床排泄系统:大型雕铣机因其吃刀量大,加工强度高等特点,因而每次加工过程中都会产生大量的加工碎屑,这些碎屑的清理起来通过比较费力,为了改善这一问题,鑫腾辉的工程师们巧妙的将机床的排泄槽坡度加大了40%,这样很好的将碎屑引导至机床前端,让使用者更为轻松。
严谨的制造工艺
每一台鑫腾辉数控机床都始终坚持最严谨科学的态度,最精准的把控机床的精度。机床部件的每个接触面都要经过精细的手工铲刮,保证接触面点位的均匀分布,确保机床的精密度。

从每一条线材的焊接,到整台机床的检测,每个环节都力求严格把关,将鑫腾辉人的责任心倾注于机床生产的每个环节之中,用心打造好机床。

![]()
我们是龙门雕铣机的生产厂家 有实力 才有品质
公司拥有现代化的大型厂房和实力雄厚的高端技术人才,公司引进多套进口超高精密检测仪器,确保每台机床的高精密度和高稳定性。

![]()
送货上门 免费安装 一对一培训
< 我们提供全国免费送货上门服务,并给予一对一的精细化培训。
< 全年无休,随时解决您在加工过程中遇到的问题。
< 24小时不间断服务,我们开通了24小时客服热线,即使在晚间仍然有技术团队坚守岗位为您守候。
< 定期的回访,为您带来最贴心的售后跟踪服务。
24小时客服热线:136 998 99025
厂址:东莞市大朗镇犀牛陂瓦窑街35号 鑫腾辉数控
大型龙门雕铣机还可以装备五轴联动转台,目前市场上已经有很多龙门五轴机,这种设备可用于航空发动机叶片的加工。整体叶盘是先进航空发动机风扇、高压压气机的核心转动部件,应具有良好的结构完整性和疲劳耐久性。在航空发动机复杂工作状态下,整体叶盘承受离心负荷、气动负荷及热负荷等多变载荷,服役条件极端严苛,容易出现疲劳失效。整体叶盘的疲劳失效往往导致比较严重的非包容性事故,成为制约航空发动机安全寿命周期和使用可靠性的关键问题。
大量的试验研究与疲劳破坏故障表明,各种形式的疲劳破坏大多始于零件表面或近表面。在气动设计参数、材料性能及结构尺寸确定的情况下,加工表面质量成为影响整体叶盘疲劳寿命的重要因素。分析整体叶盘疲劳失效特性,应用表面光整与强化技术有针对性地改变整体叶盘材料表层微观组织和应力分布,提高加工表面完整性,对提升整体叶盘损伤容限性能和疲劳寿命具有重要意义。
整体叶盘疲劳失效特性
(1)疲劳失效基本机理。金属材料疲劳失效是由损伤累积、裂纹萌生、裂纹扩展到失稳断裂的渐进过程。裂纹按受力情况分为张开型、滑开型和撕开型,其中受拉应力作用的张开型裂纹最为危险。疲劳寿命主要由疲劳裂纹萌生寿命和扩展寿命组成。长疲劳寿命的零件材料,应具有高疲劳强度、高疲劳裂纹扩展门槛值、低裂纹扩展速率和较好的断裂韧性。整体叶盘一般采用钛合金及镍基高温合金等具有良好综合力学性能的金属材料。但这些材料的疲劳强度对表面缺口应力集中效应比较敏感,随应力集中系数的提高而大幅下降。
整体叶盘的疲劳抗力不单受材料限制,而且在很大程度上取决于表面状态、受力状况、局部形状及尺寸。疲劳裂纹一般萌生于整体叶盘的局部应力集中区、高应变区以及强度最弱部位。为此,整体叶盘对加工表面完整性要求高,不允许有表面缺陷、磕碰伤痕,严格控制接刀痕的大小和位置,尽量避免加工表层缺陷成为疲劳源,同时采用抗疲劳强化技术改善加工表面状态,抑制和延缓裂纹的萌生与扩展。
(2)轮盘部位疲劳失效。在整体叶盘上,轮盘剖面形状一般采用等厚度轮心、锥形辐板和鼓筒的组合形式。盘中心孔、辐板与鼓筒壁转接处、安装边连接孔、排污孔等几何截面突变及材料不连续部位为轮盘的关键部位。这些部位往往存在应力集中,导致局部应力过高,在交变载荷作用下易演变为疲劳源。
|
鑫腾辉客服
|





 售前客服1
售前客服1